行业新闻
常见问题
-
 在线咨询
在线咨询 -
 电话:0769-81589710
电话:0769-81589710 -

钨钢铣刀吃刀量
- 发布日期:17-06-15 09:00
- 点击数:160
不同系列的可转位面钨钢铣刀有不同的吃刀量。吃刀量越大的刀具所用刀片的尺寸越大,价格也越高,因此从节约费用、降低成本的角度考虑,选择刀具时一般应按加工的最大余量和刀具的最大背吃刀量选择合适的规格。当然,还需要考虑机床的额定功率和刚性应能满足刀具使用吃刀量时的需要。切削用量包括主轴转速、背吃刀量及进给速度等。对于不同的加工方法,需要选用不同的切削用量。切削用量的选择原则是:保证零件加工精度和表面粗糙度,充分发挥刀具切削性能,保证合理的刀具耐用度,并充分发挥机床的性能,最大限度提高生产率,降低成本。
1、确定主轴转速
主轴转速应根据允许的切削速度和工件(或刀具)直径来选择。其计算公式为:n=1000v/71D式中:v—切削速度,单位为m/m动,由刀具的耐用度决定;n一一主轴转速,单位为r/min,D—工件直径或刀具直径,单位为mm。计算的主轴转速n,最后要选取机床有的或较接近的转速。
2、确定进给速度
进给速度是数控机床切削用量中的重要参数,主要根据零件的加工精度和表面粗糙度要求以及刀具、工件的材料性质选取。最大进给速度受机床刚度和进给系统的性能限制。确定进给速度的原则:当工件的质量要求能够得到保证时,为提高生产效率,可选择较高的进给速度。一般在100一200mm/min范围内选取;在切断、加工深孔或用高速钢刀具加工时,宜选择较低的进给速度,一般在20一50mm/min范围内选取;当加工精度,表面粗糙度要求高时,进给速度应选小些,一般在20--50mm/min范围内选取;刀具空行程时,特别是远距离“回零”时,可以设定该机床数控系统设定的最高进给速度。
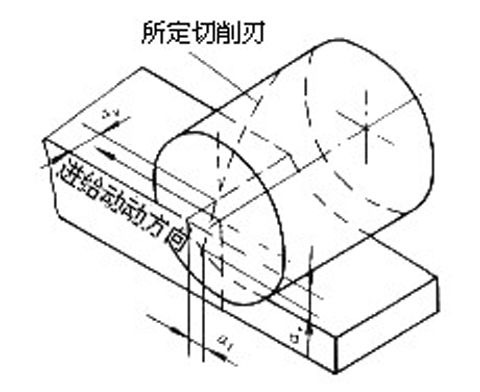
3、确定背吃刀量
背吃刀量根据机床、工件和刀具的刚度来决定,在刚度允许的条件下,应尽可能使背吃刀量等于工件的加工余量,这样可以减少走刀次数,提高生产效率。为了保证加工表面质量,可留少量精加工余量,一般0.2一0.5mm,总之,切削用量的具体数值应根据机床性能、相关的手册并结合实际经验用类比方法确定。 同时,使主轴转速、切削深度及进给速度三者能相互适应,以形成最佳切削用量。 切削用量不仅是在机床调整前必须确定的重要参数,而且其数值合理与否对加工质量、加工效率、生产成本等有着非常重要的影响。所谓“合理的”切削用量是指充分利用刀具切削性能和机床动力性能(功率、扭矩),在保证质量的前提下,获得高的生产率和低的加工成本的切削用量。
1、确定主轴转速
主轴转速应根据允许的切削速度和工件(或刀具)直径来选择。其计算公式为:n=1000v/71D式中:v—切削速度,单位为m/m动,由刀具的耐用度决定;n一一主轴转速,单位为r/min,D—工件直径或刀具直径,单位为mm。计算的主轴转速n,最后要选取机床有的或较接近的转速。
2、确定进给速度
进给速度是数控机床切削用量中的重要参数,主要根据零件的加工精度和表面粗糙度要求以及刀具、工件的材料性质选取。最大进给速度受机床刚度和进给系统的性能限制。确定进给速度的原则:当工件的质量要求能够得到保证时,为提高生产效率,可选择较高的进给速度。一般在100一200mm/min范围内选取;在切断、加工深孔或用高速钢刀具加工时,宜选择较低的进给速度,一般在20一50mm/min范围内选取;当加工精度,表面粗糙度要求高时,进给速度应选小些,一般在20--50mm/min范围内选取;刀具空行程时,特别是远距离“回零”时,可以设定该机床数控系统设定的最高进给速度。
3、确定背吃刀量
背吃刀量根据机床、工件和刀具的刚度来决定,在刚度允许的条件下,应尽可能使背吃刀量等于工件的加工余量,这样可以减少走刀次数,提高生产效率。为了保证加工表面质量,可留少量精加工余量,一般0.2一0.5mm,总之,切削用量的具体数值应根据机床性能、相关的手册并结合实际经验用类比方法确定。 同时,使主轴转速、切削深度及进给速度三者能相互适应,以形成最佳切削用量。 切削用量不仅是在机床调整前必须确定的重要参数,而且其数值合理与否对加工质量、加工效率、生产成本等有着非常重要的影响。所谓“合理的”切削用量是指充分利用刀具切削性能和机床动力性能(功率、扭矩),在保证质量的前提下,获得高的生产率和低的加工成本的切削用量。
相关产品






- 上一篇:钨钢铣刀有什么品牌
- 下一篇:减少钨钢铣刀磨损的措施
Copyright © 2011-2017 东莞信邦数控刀具有限公司 版权所有 粤ICP备16121490号
电话:0769-81589710 85649010 85649020
网易邮箱:dgxinbangcnc@163.com 网址:www.91dgxb.com
地址:东莞市长安镇宵边第三工业区连宵路上围四巷6号厂房 信邦产业园
本站热门搜索:钨钢铣刀、钨钢圆鼻铣刀、钨钢立铣刀、硬质合金铣刀、小径钨钢铣刀、
深沟钨钢铣刀、铝合金专用钨钢铣刀