立铣刀和整体立铣刀的知识
发布时间: 浏览:123 次 作者:xinbang
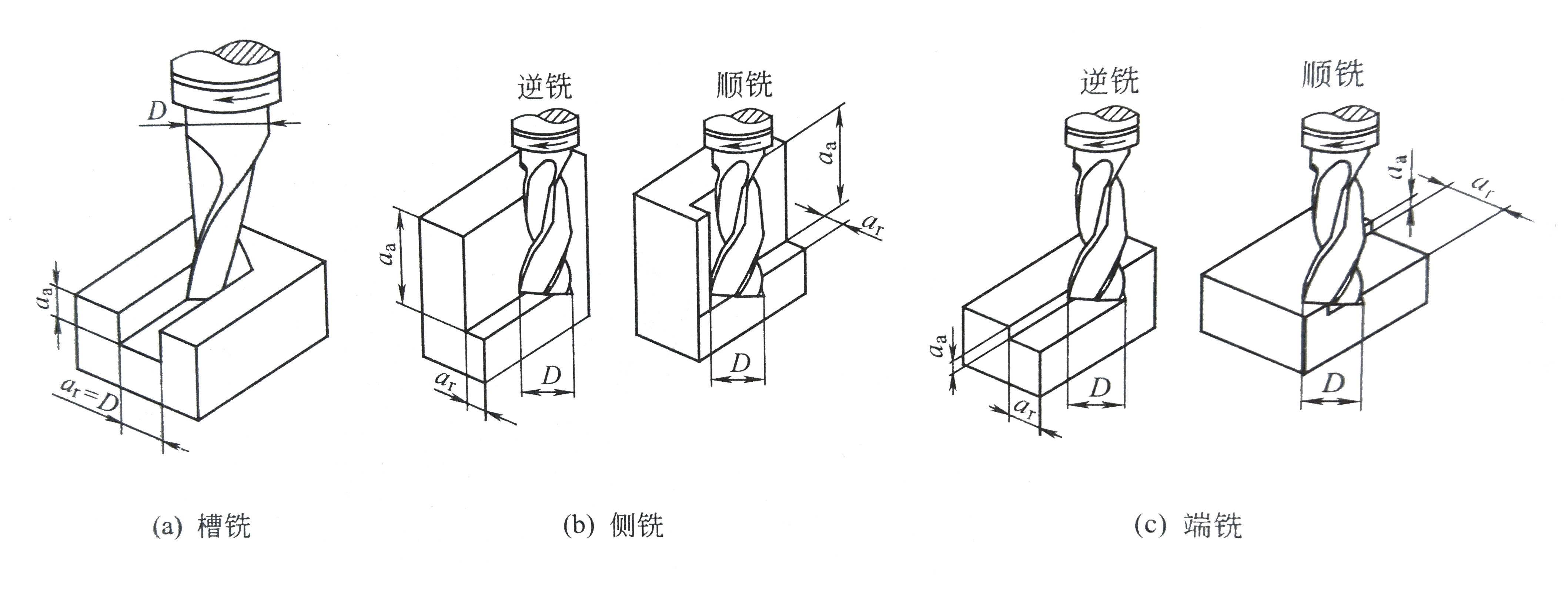
立铣刀 立铣刀可用于加工直角表面、切槽及成形加工等。切削形式有槽铣、以周齿切削为主的立铣刀——侧铣、以端齿切削为主的立铣刀——端铣,如下图所示。

整体硬质合金立铣刀
立铣刀切削形式及吃刀量示意
整体立铣刀。立铣刀结构如下图所示,其圆柱表面上有螺旋齿,断面上也有刀齿。铣削是,主要以圆柱表面上的刀齿切削,在粗加工等余量较大时,可在主切削刃上磨出分屑槽,使排屑顺畅。
整体硬质合金立铣刀
以下表格中列举了部分整体硬质合金立铣刀结构参数和应用。
整体式硬质合金立铣刀的结构参数和应用
| 类 型 | 前角 Уо | Ур | 后角 αо | 螺旋角 β | 刃数 z | 应 用 |
| 粗 加 工 | 10º30′ | 13º30′ | 9º | 50º | 3 | 采用可变排屑槽,主要用于硬度小于 48HRC 的钢、不锈钢、铸铁、耐热合金和钛合金的粗、精加工 |
| 10º30′ | 13º30′ | 11º | 30º~40º | 4 | 主要用于硬度小于 28HRC 的钢、不锈钢和铸铁粗加工 | |
| 18º30′ | 13º30′ | 9º | 50º | 4 | 采用可变排屑槽,主要用于硬度大于 43HRC 的热作模具钢和硬度大于 52HRC 的冷作模具钢粗加工 | |
| 10º30′ | 13º30′ | 12º | 30º | 4 | 采用分屑槽,主要用于硬度小于 48HRC 的钛合金粗加工 | |
| 精 加 工 | 5º | 13º30′ | 9º | 60º | 6 | 主要用于硬度小于 48HRC 的不锈钢、铸铁、耐热合金和钛合金的精加工 |
| -15º30′ | -8º30′ | 9º | 50º | 6 | 主要用于硬度大于 43HRC 的热作模具钢和硬度大于 52HRC 的冷作模具钢的精加工 | |
| 圆鼻铣刀 | 1º30′ | 1º30′ | 9º | 30º | 2 | 主要用于硬度大于 43HRC 的热作模具钢和硬度大于 52HRC 的冷作模具钢的半精加工和精加工 |
| 球形铣刀 | 10º30′ | 1º30′ | 20º | 30º | 2、4 | 主要用于硬度小于 48HRC 的不绣钢、铸铁、耐热合金和钛合金的仿形加工 |
| 1º30′ | 1º30′ | 20º | 30º | 2、4 | 主要用于硬度大于 43HRC 的热作模具钢和硬度大于 52HRC 的冷作模具钢的仿形加工 | |
| 车 - 铣刀 | 10º30′ | 13º30′ | 9º | 30º | 4 | 专用于车 - 铣加工 |
| 有色金属 | 10º30′ | 0º~3º | 11º | 40º | 3 | 铝和铜粗加工首选 |
| 13º | — | 11º | 25º~30º | 2 | 铝和铜粗加工及一般加工 | |
| 倒 角 刀 | 13º | — | 20º | 0º | — | 用于 30º或45º 倒角等 |




