立铣刀的铣削加工及特点
发布时间: 浏览:80 次 作者:xinbang
立铣刀的铣削加工及特点
铣削是非常普通的加工方式,通过旋转的多切削刃刀具(刀具绕自身轴线的转动为主切削运动),沿着工件在设定方向进给运动,从而完成金属切削,形成已加工表面。
立铣刀的每一个刀齿都可以看成为一把车刀,因为铣削过程有很多现象与车削相似,如切屑的变形、切削热、积屑瘤(端铣平面时)以及加工表面硬化等。铣削还有以下特点:
①铣削属断续切削,冲击载荷较大,易发生振动,刀齿的切削厚度和切削面积在切削过程中是变化的,因而切削力变化较大。
②铣削时参加工作的切削刃总长度较长,铣削面积较宽,单位时间内金属切除率高,故生产率高。
在进行铣削工序时,根据刀刃切削过程的变化特点,铣削工序可分为:对称铣、非对称铣,铣削工序的不同会影响切削的起始和完成特性,因此其选择十分重要。
铣削是非常普通的加工方式,通过旋转的多切削刃刀具(刀具绕自身轴线的转动为主切削运动),沿着工件在设定方向进给运动,从而完成金属切削,形成已加工表面。
立铣刀的每一个刀齿都可以看成为一把车刀,因为铣削过程有很多现象与车削相似,如切屑的变形、切削热、积屑瘤(端铣平面时)以及加工表面硬化等。铣削还有以下特点:
①铣削属断续切削,冲击载荷较大,易发生振动,刀齿的切削厚度和切削面积在切削过程中是变化的,因而切削力变化较大。
②铣削时参加工作的切削刃总长度较长,铣削面积较宽,单位时间内金属切除率高,故生产率高。
在进行铣削工序时,根据刀刃切削过程的变化特点,铣削工序可分为:对称铣、非对称铣,铣削工序的不同会影响切削的起始和完成特性,因此其选择十分重要。
立铣刀的铣削加工及特点
| 铣 削 加 工 | 特 点 及 应 用 | |
| 对称铣 |
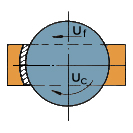 |
立铣刀位于工件宽度的对称线上,切入处切屑厚度由小变大,切出处切屑厚度由大变小,刀具受冲击小,对铣削强度、硬度较高的工作有利 |
| 非对称铣 |
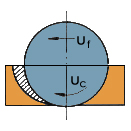 |
刀具切入工件过程中,切削层厚度变化率较对称加工小,减小了冲击,提高刀具寿命,适合于一般合金钢和碳钢 |
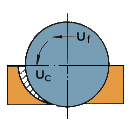 |
刀具 切入工件过程中,切削层厚度变化率较大,切入过程有一定冲击,但可避免刀刃切入冷硬层,适合于不锈钢、耐热合金及冷硬材料的加工 | |




