立铣刀刃数对切削性能的影响
发布时间: 浏览:184 次 作者:admin
立铣刀的刃数
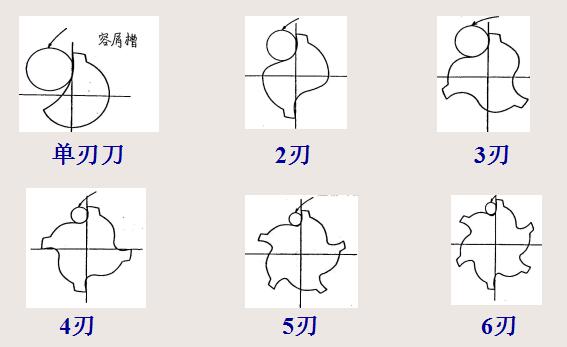
立铣刀的刚性和容屑槽的大小都是很重要的,一般刃数少的铣刀容屑槽增大,排屑良好。但另一方面截面积率减小,刚性降低。因此切削时容易发生弯曲。
立铣刀的主切削刃是圆柱面上,端面上的的切削刃是副刀刃。没有中心刃的立铣刀工作时不能沿着铣刀的轴向作进给运动。按照国家标准规定:立铣刀直径为2-50毫米,可分为粗齿与细齿两种。直径2-20为直柄范围,直径14-50为锥柄范围。
立铣刀刃数对铣刀切削性能的影响
2刃立铣刀与4刃立铣刀
A、2刃立铣刀与4刃立铣刀相比容屑槽大,但是截面积率小,刚性差。因而,2刃立铣刀适于加工对容屑槽要求大于铣刀整体刚性要求的沟槽切削或钻孔切削。
在加工较深的沟槽(沟槽深度宽度比大于1)时,如果立铣刀的容屑槽小,易产生下列问题:
1、由于切屑阻塞,会使切削扭矩增大,严重时还有可能折断刀具。
2、切削液不易到达立铣刀的刃口部位,刃口得不到充分的冷却和润滑,刃口附近的切屑也不能被切削液带走,会导致圆周刃异常磨损。
3、就是参与切削的刃口越长,其切削阻力也越大,容易产生振动。
B、4刃立铣刀与2刃立铣刀相比虽然容屑槽小了,但是截面积率增加了,因此刚性得到了提高,对立铣刀的弯曲减小是有利的。
对铣侧面来说,因为切屑阻塞现象较小,不大考虑容屑槽的大小,而较重视刀具的刚性。一般认为采用刃数多的刀具切削阻力变化小,刀具刚度大,不易弯曲变形,被加工面的表面质量刀
关键字:2刃立铣刀 , 4刃立铣刀
立铣刀的刚性和容屑槽的大小都是很重要的,一般刃数少的铣刀容屑槽增大,排屑良好。但另一方面截面积率减小,刚性降低。因此切削时容易发生弯曲。
立铣刀的主切削刃是圆柱面上,端面上的的切削刃是副刀刃。没有中心刃的立铣刀工作时不能沿着铣刀的轴向作进给运动。按照国家标准规定:立铣刀直径为2-50毫米,可分为粗齿与细齿两种。直径2-20为直柄范围,直径14-50为锥柄范围。
立铣刀刃数对铣刀切削性能的影响
2刃立铣刀与4刃立铣刀
A、2刃立铣刀与4刃立铣刀相比容屑槽大,但是截面积率小,刚性差。因而,2刃立铣刀适于加工对容屑槽要求大于铣刀整体刚性要求的沟槽切削或钻孔切削。
在加工较深的沟槽(沟槽深度宽度比大于1)时,如果立铣刀的容屑槽小,易产生下列问题:
1、由于切屑阻塞,会使切削扭矩增大,严重时还有可能折断刀具。
2、切削液不易到达立铣刀的刃口部位,刃口得不到充分的冷却和润滑,刃口附近的切屑也不能被切削液带走,会导致圆周刃异常磨损。
3、就是参与切削的刃口越长,其切削阻力也越大,容易产生振动。
B、4刃立铣刀与2刃立铣刀相比虽然容屑槽小了,但是截面积率增加了,因此刚性得到了提高,对立铣刀的弯曲减小是有利的。
对铣侧面来说,因为切屑阻塞现象较小,不大考虑容屑槽的大小,而较重视刀具的刚性。一般认为采用刃数多的刀具切削阻力变化小,刀具刚度大,不易弯曲变形,被加工面的表面质量刀
关键字:2刃立铣刀 , 4刃立铣刀




