钨钢立铣刀的切削条件计算方法
发布时间: 浏览:156 次 作者:xinbang
|
切削速度(线速度) 立銑刀刀刃圆周面上的某一点在每一分钟内移动的距离,可通过下述分式求出 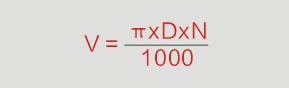 V=切削速度(m/min) V=切削速度(m/min)π=3.14(圆周率) D=立铣刀刃径(mm) N=转速(mm﹣¹) |
|
转速 装夹立铣刀的机械主轴在每一分钟内旋转的转数,可通过下述分式求出 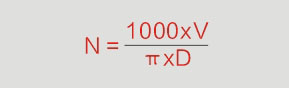 N=转速(mm﹣¹) N=转速(mm﹣¹)V=切削速度(m/min) π=3.14(圆周率) D=立铣刀刃径(mm) |
|
进给速度 每一分钟内工作室进给的速度,可通过下述分式求出 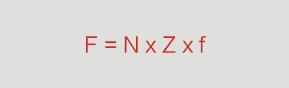 F=进给速度 F=进给速度N=转速(mm﹣¹) Z=立铣刀刀刃数 f=每刃进给量(mm/1刃) |
|
每刃进给量 每一分钟内工作室进给的速度,可通过下述分式求出 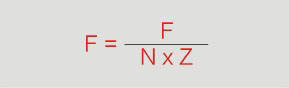 f=每刃进给量(mm/1刃) f=每刃进给量(mm/1刃)F=进给速度(mm/min) N=转速(mm﹣¹) Z=立铣刀刀刃数 |
|
加工时间 切削工件材料所需的时间,可通过下述公式求出  Tc=加工时间 Tc=加工时间L=工作室总进给长度 (工作材料长度+立铣刀刃径口) F=进给速度(mm/min) |




